



NC machine reamer HSCO WN, H7 universal
NC machine reamer H7 HSCo WN
MAREAMER-HSCO-DIN1835A-H7-D2,5-L57/14
Art.-no. 0620100250
EAN 4052712404290





Register now and access more than 125,000 products
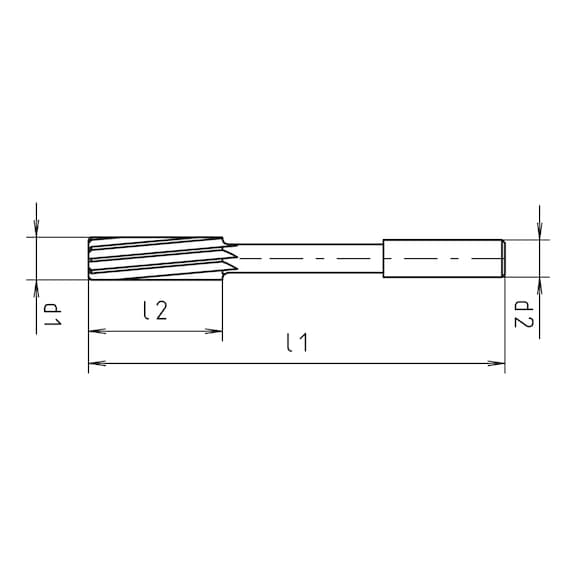
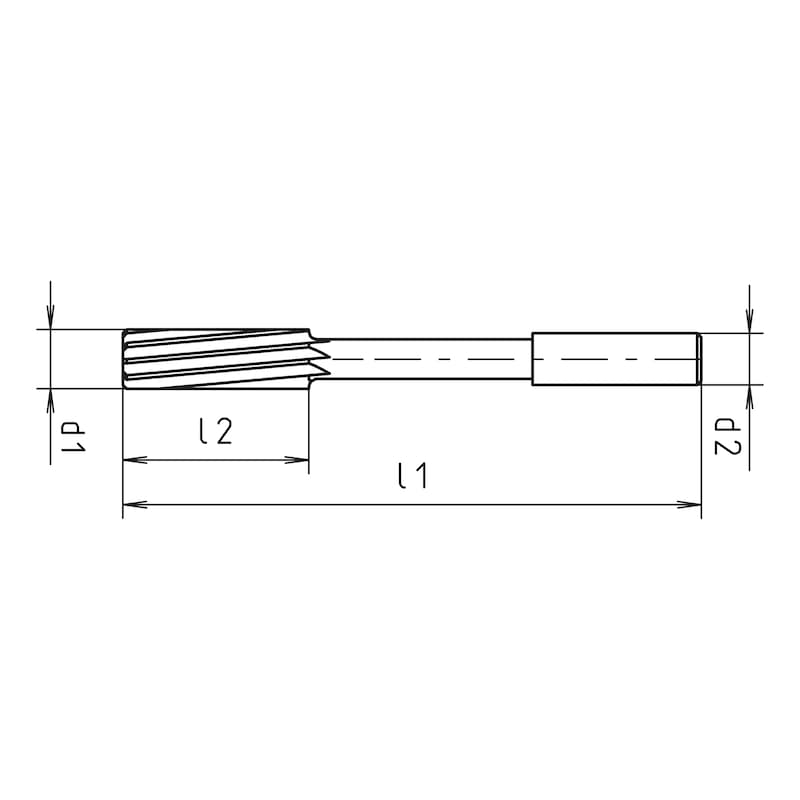
- NC-compliant design similar to DIN 212 (shape D) with even shaft diameter for standardised mounting, especially in hydraulic expansion chucks or high-precision chucks.
- Twisted flute design
- Left-hand spiral for maximum concentricity and process reliability
- No special mounts are required
Datasheets(X)

- Especially suited for interrupted cuts such as longitudinal grooves and cross holes
- Materials to be processed: Suitable for all ferrous metals, non-ferrous metals and steel
Please refer to the machining manual for the correct undersize for pre-drilling.
 | |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium, Plastic |
Cutting edge diameter (d1) | 2.50 mm |
Shank diameter (d2) | 3.0 mm |
Length (l1) | 57 mm |
Cutting edge length (l2) | 14 mm |
Projecting length (l3) | 28 mm |
Number of cutting edges (Z) | 4 PCS |
Core hole diameter | 2.40 mm |
Standards | DIN 212 similar |
Form | B |
Cutting material | HSCo |
Surface | Uncoated |
Groove type | Left-hand twist, 8° |
Shank style | Cylindrical DIN 6535-HA |
Tolerance of fit | H7 |
Max. drilling depth (D) | 8xD |
Hole type | Clearance hole |
Coolant supply | External |
Service life (points system) | 3 of 4 points |
Versatility (points system) | 4 of 4 points |
Tolerance of cutting edge diameter | h7 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values | ||||||||
| For dia. 1.5-9.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| from | to | Dia. 1.5-1.9 | Dia. 2-4.9 | Dia. 5-7.9 | Dia. 8-9.9 | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | O/E | 10 | 12 | 0,060 | 0,080 | 0,100 | 0,130 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| Carbon steels | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Unalloyed quenched and tempered steels | < 700 N/mm² | O/E | 8 | 10 | 0,060 | 0,080 | 0,100 | 0,130 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Alloyed quenched and tempered steels | 850-1,000 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Unalloyed case-hardening steels | < 750 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| Alloyed case-hardening steels | < 1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Nitriding steels | < 1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Tool steels | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1,100 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 1,100-1,400 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| High-speed steels | 850-1,200 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Wear-resistant constructional steel | 1,350 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Spring steels | < 1,200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Stainless steels | ||||||||
| Sulphurated stainless steels | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| Austenitic stainless steels | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| < 850 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 | |
| Martensitic stainless steels | < 1,100 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 |
| Special alloys | < 1,200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Titanium, titanium alloys | < 850 N/mm² | E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | T/O | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 180 HB | T/O | 4 | 6 | 0,072 | 0,096 | 0,120 | 0,150 | |
| Spheroidal graphite, malleable iron | > 180 HB | T/E | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 260 HB | T/E | 6 | 8 | 0,090 | 0,120 | 0,150 | 0,180 | |
| Non-ferrous metals | ||||||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 10 | 15 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 10 | 12 | 0,090 | 0,120 | 0,160 | 0,200 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Low-alloy copper | < 350 N/mm² | E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| Short-chipping brass | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| Long-chipping brass | < 600 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| Short-chipping bronze | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Long-chipping bronze | < 850 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| 850-1,200 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Graphite | - | T | 8 | 10 | 0,090 | 0,120 | 0,150 | 0,180 |
| Key |
| O = oil |
| E = emulsion |
| T = dry |
| vc = cutting speed [m/min] |
| fz = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| from | to | Dia. 10-14.9 | Dia. 15-19.9 | Dia. 20 | |||
| Steels | |||||||
| General structural steels | < 500 N/mm² | O/E | 10 | 12 | 0,150 | 0,200 | 0,250 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| Carbon steels | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Unalloyed quenched and tempered steels | < 700 N/mm² | O/E | 8 | 10 | 0,150 | 0,200 | 0,250 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Alloyed quenched and tempered steels | 850-1,000 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Unalloyed case-hardening steels | < 750 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| Alloyed case-hardening steels | < 1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Nitriding steels | < 1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Tool steels | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1,100 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| 1,100-1,400 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| High-speed steels | 850-1,200 N/mm² | O/E | 4 | 6 | 0,150 | 0,150 | 0,200 |
| Wear-resistant constructional steel | 1,350 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Spring steels | < 1,200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Stainless steels | |||||||
| Sulphurated stainless steels | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| Austenitic stainless steels | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| < 850 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 | |
| Martensitic stainless steels | < 1,100 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 |
| Special alloys | < 1,200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Titanium, titanium alloys | < 850 N/mm² | E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| Cast metals | |||||||
| Cast iron | < 180 HB | T/O | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 180 HB | T/O | 4 | 6 | 0,170 | 0,200 | 0,250 | |
| Spheroidal graphite, malleable iron | > 180 HB | T/E | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 260 HB | T/E | 6 | 8 | 0,200 | 0,200 | 0,250 | |
| Non-ferrous metals | |||||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 10 | 15 | 0,230 | 0,260 | 0,300 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 10 | 12 | 0,230 | 0,260 | 0,300 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Low-alloy copper | < 350 N/mm² | E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| Short-chipping brass | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| Long-chipping brass | < 600 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| Short-chipping bronze | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 | |
| Long-chipping bronze | < 850 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| 850-1,200 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 | |
| Graphite | - | T | 8 | 10 | 0,200 | 0,250 | 0,300 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Professional water hose

Tyre inflator UNIV'AIR®

System insert 4.4.1, bits

Round nut with trapezoidal thread

Extension For concrete and masonry cleaning brush with M6 connecting thread

Halogen-free threaded connector LH IP67

Drill gauge For spigot hinges consisting of two and three pieces

Interior trim clip with special design

Hexagonal M6 machine chuck for concrete and masonry cleaning brushes

Welded stud ISO 13918, plain A2 stainless steel