

















Broca helicoidal HSS DIN 1869 R2 SMART STEP
Broca helicoidal HSS DIN 1869 R2 SMART STEP
BROCA MET DIN1869 HSS SMARTSTEP D10,0
Nº de art. 0624951000
EAN 4062856847808






Regístrese ahora y acceda a más de 125.000 productos
La primera broca helicoidal extralarga con punta de geometría de fresa escalonada
Orificios circulares precisos sin granetear
Hasta un 100 % más rápida que las brocas escalonadas de HSS extralargas convencionales
Perforación muy cómoda
- Evita tener que realizar una perforación previa a pesar de su diseño extralargo y consigue un punteado preciso
- Evita que la herramienta se descentre incluso en perforaciones particularmente profundas
- Significativamente menos esfuerzo en comparación con la perforación con las brocas helicoidales extralargas
- Perforación simple o ampliación de una perforación existente
Vástago de 3 caras
- Sin giros en el portabrocas: trabajo más rápido y cómodo
- Transmisión óptima de potencia
- Protege el portabrocas de posibles daños
- El portabrocas se prieta y se afloja con el mínimo esfuerzo
Embalaje del producto fabricado con 100 % de PCR (plástico reciclado de residuos domésticos) y 100 % reciclable
Disponible exclusivamente en Würth
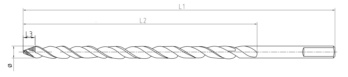
Para orificios ciegos, tenga en cuenta la punta de taladro extendida (consulte la dimensión l3).
Hojas de datos(X)

- Ideal para perforar materiales compuestos de paredes finas, por ejemplo, en construcción de ventanas (perfiles de plástico con núcleo de acero)
- Alta calidad de los taladros y vida útil significativamente más larga en comparación con las brocas convencionales para madera.
- Perfecta para su uso en taladros con batería, así como en taladros manuales y de columna
- Ideal para superficies lisas, redondeadas y desiguales
Para obtener un progreso óptimo de perforación y evitar atascos, utilice “ciclos de picado” para profundidades de perforación grandes.
 | |
Se puede utilizar para el tipo de máquina | Taladro, Atornilladores con batería, Máquina de taladrar de pedestal |
Material a procesar | Acero, Fundición de hierro, Metal no ferroso, Madera, Madera dura |
Calidad | ZEBRA-Premium |
Profundidad de perforación/estándar | DIN 1869 / 25xD |
Diseño | Extralargo |
Diámetro (Ø) | 10,0 mm |
Longitud (l1) | 340 mm |
Longitud de la ranura de sujeción (l2) | 235 mm |
Longitud del tornillo autoperforante (l3) | 8,8 mm |
Diámetro del vástago | 10,0 mm |
Estilo del vástago | Vástago de 3 caras |
Superficie | Varios refinados |
Material de corte | HSS |
Vida útil (sistema de puntos) | 3 puntos de 4 |
Velocidad de perforación (sistema de puntos) | 4 de 4 puntos |
Calidad del orificio (sistema de puntos) ( ) | 4 de 4 puntos |
Versatilidad (sistema de puntos) | 3 de 4 puntos |
Comportamiento de taladro (sistema de puntos) | 4 de 4 puntos |
Se puede utilizar para el taladro (sistema de puntos) | 4 de 4 puntos |
Se puede utilizar para taladros atornilladores a batería (sistema de puntos) | 4 de 4 puntos |
Se puede utilizar para la máquina de taladrar vertical (sistema de puntos) | 4 de 4 puntos |
Autocentrado | Sí |
Se puede utilizar para la resistencia a la tracción de hasta | 1000 N/mm² |
Subgrupo de materiales | Aceros estructurales generales, Aceros de templado no aleados, Aceros de templado aleados, Aceros de nitruración, Aceros de herramientas, Aceros rápidos, Fundición de hierro, Hierro dúctil, Fundición de hierro maleable, Aluminio, Aleaciones de aluminio, Aleaciones de forjado de aluminio, Aleaciones de fundición de aluminio (<10 % de silicio), Aleaciones de magnesio, Cobre, de baja aleación, Latón, viruta corta, Latón, viruta larga, Bronce, viruta corta, Bronce, viruta larga, Plásticos, termoestables, Plásticos, termoplásticos, Plásticos, reforzados con fibra de aramida, Plásticos, reforzados con fibra de vidrio |
| Parámetros de corte para broca helicoidal HSS DIN 1869 R2 SMART STEP | ||||||||||||
| Para diámetros de 4,0-6,0 | ||||||||||||
| Designación del material | Resistencia a la tracción | A partir de 4,0 de diám. | A partir de 5,0 de diám. | A partir de 6,0 de diám. | ||||||||
| vc | n | f | n | f | n | f | ||||||
| desde | hasta | desde | hasta | desde | hasta | desde | hasta | |||||
| Aceros estructurales en general | ≤850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Aceros templados no aleados | ≤850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Aceros templados de aleación pobre | ≤850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Aceros templados no aleados | ≤1000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aceros templados de aleación pobre | ≤1000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aceros templados aleados | ≤1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Aceros nitrurados | ≤1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Aceros para herramientas | ≤1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Aceros rápidos | ≤1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Fundición de hierro | ≤350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Grafito esferoidal y fundición maleable | ≤350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aluminio | ≤600 N/mm² | 35 | 45 | 2786 | 3582 | 0,020 | 2229 | 2866 | 0,025 | 1857 | 2388 | 0,027 |
| Plásticos, duroplásticos | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Plásticos, termoplásticos | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Madera blanda | 21 | 30 | 1672 | 2388 | 0,023 | 1338 | 1910 | 0,028 | 1114 | 1592 | 0,030 | |
| Madera dura | 18 | 27 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 | 955 | 1433 | 0,030 | |
| Leyenda | |
| vc = velocidad de corte (m/min) | |
| f = avance (mm/r) | |
| n = velocidad (rpm) | |
| Los valores de corte sugeridos son valores de referencia y deben adaptarse a las condiciones correspondientes. | |
| Para diámetros de 8,0-13,0 | ||||||||||||
| Designación del material | Resistencia a la tracción | A partir de 8,0 de diám. | A partir de 10,0 de diám. | A partir de 13,0 de diám. | ||||||||
| vc | n | f | n | f | n | f | ||||||
| desde | hasta | desde | hasta | desde | hasta | desde | hasta | |||||
| Aceros estructurales en general | ≤850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Aceros templados no aleados | ≤850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Aceros templados de aleación pobre | ≤850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Aceros templados no aleados | ≤1000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aceros templados de aleación pobre | ≤1000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aceros templados aleados | ≤1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Aceros nitrurados | ≤1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Aceros para herramientas | ≤1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Aceros rápidos | ≤1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Fundición de hierro | ≤350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Grafito esferoidal y fundición maleable | ≤350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aluminio | ≤600 N/mm² | 35 | 45 | 1393 | 1791 | 0,03 | 1114 | 1433 | 0,035 | 857 | 1102 | 0,038 |
| Plásticos, duroplásticos | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Plásticos, termoplásticos | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Madera blanda | 21 | 30 | 836 | 1194 | 0,033 | 668 | 955 | 0,038 | 514 | 734 | 0,041 | |
| Madera dura | 18 | 27 | 716 | 1074 | 0,032 | 573 | 859 | 0,036 | 440 | 661 | 0,038 | |
Seleccionar colores RAL
¡¡ ATENCIÓN: La representación del color en pantalla difiere del color real !!
Últimos vistos

Surtido de reparación Pneusil

Tornillo autoperforante pias® con cabeza hexagonal y punta perforadora Acero de cementación, cincado y con pasivado azul

Mascarilla respiratoria de confort, plegada 3M Aura 9300+

Surtido de manguera termorretráctil de pared delgada 130 piezas en maletín de sistema 4.4.1.

Aspiradora en seco multifunción a batería AMTS 18 L COMPACT M-CUBE

Manguera protectora de vellón FLEXEN®, tubo de desagüe

Llave combinada, corta

Espátula japonesa, acero inoxidable

Plato de soporte con gancho y bucle Para trabajos sin polvo y con óptimos resultados

Broca de percusión Longlife Plus