













Avellanador cónico UE de HSCo de 90°, DIN 335 C
Kegelsenker EU HSCo 90° DIN 335C
AVELLANADOR-CONI+-HSCO-90DGR-D16,5MM
ZEBRA






Regístrese ahora y acceda a más de 125.000 productos
Ángulos de hélice extremadamente irregulares
- Máxima calidad de la superficie: avellanadores exactos, redondos y sin vibraciones
- Suavidad máxima en todos los materiales
- Los valores de corte más altos posibles
Destalonado adicional exclusivo del macho
- Hasta 3 veces más rápido que los avellanadores convencionales
- Hasta 2 veces más avellanadores más que los avellanadores convencionales
- Significativamente menos esfuerzo cuando se utiliza con taladros de mano
- Avellanadores con la mayor profundidad posible
Uso universal
Rendimiento óptimo en casi todos los materiales y usos gracias a la geometría especial de la punta y al material de corte de HSCo
Vástago de 3 caras
- Sin torsión en el portabrocas: trabajo más rápido y cómodo
- Transmisión óptima de potencia
- Protección del portabrocas frente a daños
- La apertura y el cierre del portabrocas apenas requieren esfuerzo
Embalaje de productos sostenible fabricado con 100 % PCR (plástico reciclado de residuos domésticos), 100 % reciclable y Cradle to Cradle Certified® Bronce
Hojas de datos(X)

 | |
Material a procesar | Acero, Metal colado, Acero inoxidable, Titanio, Aleación especial, Materiales duros y resistentes, Metal no ferroso, Plástico |
Calidad | ZEBRA-Premium |
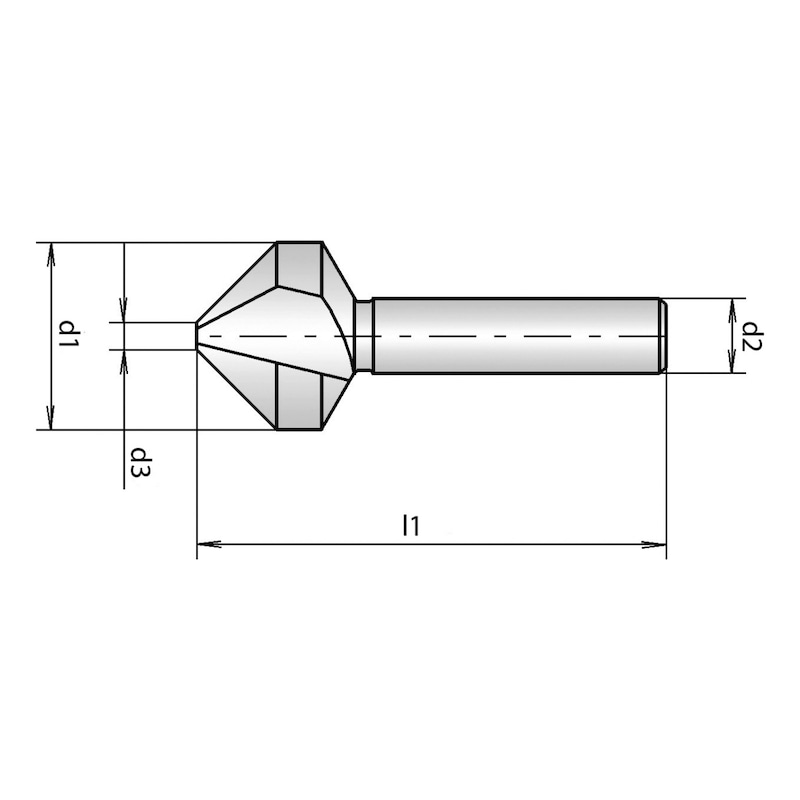
Diámetro de fresa para refrentar asientos de taladros (d1) | 16.5 mm |
Diámetro del vástago (d2) | 10 mm |
Diámetro de la punta (d3) | 3.2 mm |
Longitud (l1) | 60 mm |
Número de filos de corte (Z) | 3 Uds |
Normas | DIN 335 |
Formulario | C |
Material de corte | HSCo |
Ángulo de avellanado | 90 grados |
Superficie | Sin revestimiento |
Estilo del vástago | Vástago de 3 caras |
Vida útil (sistema de puntos) | 3 puntos de 4 |
Velocidad de avellanado (sistema de puntos) | 4 de 4 puntos |
Calidad de avellanado (sistema de puntos) | 4 de 4 puntos |
Versatilidad (sistema de puntos) | 4 de 4 puntos |
Comportamiento de avellanado (sistema de puntos) | 4 de 4 puntos |
Subgrupo de materiales | Aceros estructurales generales, Aceros de templado no aleados, Aceros de templado aleados, Aceros de nitruración, Aceros de herramientas, Aceros rápidos, Fundición de hierro, Hierro dúctil, Fundición de hierro maleable, Fundición de hierro blanca, Aceros inoxidables, sulfurados, Aceros inoxidables, austeníticos, Aceros inoxidables, martensíticos, Titanio, Aleaciones de titanio, Aleaciones especiales, Hardox, Bandas elásticas de acero, Aleaciones de aluminio, Aleaciones de forjado de aluminio, Aleaciones de fundición de aluminio (<10 % de silicio), Aleaciones de fundición de aluminio (>10 % de silicio), Aleaciones de magnesio, Cobre, Latón, viruta corta, Latón, viruta larga, Bronce, viruta corta, Bronce, viruta larga, Plásticos, termoestables, Plásticos, termoplásticos, Plásticos, reforzados con fibra de aramida, Plásticos, reforzados con fibra de vidrio |
| Leyenda | |
| vc = velocidad de corte (m/min) | |
| f = avance (mm/r) | |
| Los valores de corte recomendados son únicamente de referencia y deben adaptarse a las condiciones correspondientes | |
| Asignación del avellanador cónico a las diferentes normas de tornillos | ||
| Diámetro del avellanador | Para tornillos con cabeza avellanada | Para tornillos con cabeza avellanada |
| DIN EN ISO 10642 (anteriormente, DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (anteriormente, DIN 963, 964, 965, 966) | |
| 4,3 mm | M2 | M2 |
| 6,3 mm | M3 | M3 |
| 8,3 mm | M4 | - |
| 10,4 mm | M5 | M4, M5 |
| 12,4 mm | M6 | M6 |
| 16,5 mm | M8 | M8 |
| 20,5 mm | - | M10 |
| 25 mm | M10, M12 | M12 |
| 31 mm | M16 | - |
| 37 mm | M20 | M16 |
| Para diámetros de 16,5-37 | |||||||
| Designación del material | Resistencia a la tracción | vc | f | ||||
| Diám. 16,5 | Diám. 20,5 | Diám. 25 | Diám. 31 | Diám. 37 | |||
| Aceros estructurales en general | ≤500 N/mm² | 41 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤1000 N/mm² | 39 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Aceros sin templar con tratamiento térmico | ≤700 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤850 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| ≤1000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Aceros templados aleados | ≤1000 N/mm² | 31 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤1400 N/mm² | 12 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Aceros nitrurados | ≤1000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Aceros para herramientas | ≤850 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Aceros rápidos | ≤1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Fundición de hierro | ≤240 HB | 19 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Grafito esferoidal y hierro maleable | ≤240 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Fundición de hierro en coquilla | ≤350 HB | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Aceros inoxidables, sulfurados | ≤900 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Aceros inoxidables, austeníticos | ≤1100 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Aceros inoxidables, martensíticos | ≤1200 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Titanio y aleaciones de titanio | ≤850 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤1400 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Aleaciones especiales | ≤1600 N/mm² | 6 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 4 | 0,090 | 0,110 | 0,140 | 0,160 | - |
| Aceros para muelles | ≤350 HB | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Aluminio y aleaciones de aluminio | ≤400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Aleaciones de forjado de aluminio | ≤650 N/mm² | 50 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Aleaciones de fundición de aluminio de ≤ 10 % de Si | ≤600 N/mm² | 30 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Aleaciones de fundición de aluminio de > 10 % de Si | ≤600 N/mm² | 20 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Aleaciones de magnesio | ≤400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Cobre, de aleación pobre | ≤500 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Latón, viruta corta | ≤600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Latón, viruta larga | ≤600 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Bronce, viruta corta | ≤600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤850 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Bronce, viruta larga | ≤850 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤1000 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Plásticos | ≤150 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Valores de perforación para avellanador cónico UE+ de HSCo de 90°, DIN 335 C | |||||||
| Para diámetros de 4,3-12,4 | |||||||
| Designación del material | Resistencia a la tracción | vc | f | ||||
| Diám. 4,3 | Diám. 6,3 | Diám. 8,3 | Diám. 10,4 | Diám. 12,4 | |||
| Aceros estructurales en general | ≤500 N/mm² | 41 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 |
| ≤1000 N/mm² | 39 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Aceros sin templar con tratamiento térmico | ≤700 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤850 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 | |
| ≤1000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Aceros templados aleados | ≤1000 N/mm² | 31 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤1400 N/mm² | 12 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Aceros nitrurados | ≤1000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Aceros para herramientas | ≤850 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Aceros rápidos | ≤1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Fundición de hierro | ≤240 HB | 19 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Grafito esferoidal y hierro maleable | ≤240 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Fundición de hierro en coquilla | ≤350 HB | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Aceros inoxidables, sulfurados | ≤900 N/mm² | 8 | 0,060 | 0,068 | 0,081 | 0,090 | 0,100 |
| Aceros inoxidables, austeníticos | ≤1100 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Aceros inoxidables, martensíticos | ≤1200 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Titanio y aleaciones de titanio | ≤850 N/mm² | 8 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤1400 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Aleaciones especiales | ≤1600 N/mm² | 6 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 4 | - | 0,070 | 0,080 | 0,080 | 0,090 |
| Aceros para muelles | ≤350 HB | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Aluminio y aleaciones de aluminio | ≤400 N/mm² | 70 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Aleaciones de forjado de aluminio | ≤650 N/mm² | 50 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Aleaciones de fundición de aluminio de ≤ 10 % de Si | ≤600 N/mm² | 30 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Aleaciones de fundición de aluminio de > 10 % de Si | ≤600 N/mm² | 20 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Aleaciones de magnesio | ≤400 N/mm² | 70 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Cobre, de aleación pobre | ≤500 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Latón, viruta corta | ≤600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Latón, viruta larga | ≤600 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Bronce, viruta corta | ≤600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤850 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Bronce, viruta larga | ≤850 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤1000 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Plásticos | ≤150 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
Últimos vistos

Perno hexagonal con rosca hasta la cabeza DIN 933, acero 10.9, cincado, pasivado azul (A2K)

Grasa universal HHS 2000 ST

Dispositivo de extracción de polvo para coronas de perforación para enchufes y arquetas

Muelle para remachadora de palanca HNG

Vaso de 1/2" Unidades métricas, versión hexagonal corta

Caja de dispositivo para pared hueca, forma plana

Tornillo autoperforante pias® con cabeza hexagonal y punta perforadora Acero de cementación, cincado y con pasivado azul

Cartucho de gas Para DIGA® CS-2 POWER y DIGA® CS-3

Disco de corte para acero y acero inoxidable

Electrodo de tungsteno, de oro Para sopletes de TIG WLV17/WLT17K/WLT26